[VIP第1年] 指数:3
[VIP第1年] 指数:3
从理论上讲,铝衬冶金胶辊和双层冶金胶辊各有自己的优势,铝衬冶金胶辊在耐压性、稳定性和制作的简便性等都要优于双层冶金胶辊,但价格则比双层贵一些。由于双层走熟期较长、套差大存在内应力、容易老化中凹,因此我们一般推荐使用铝衬冶金胶辊,但对质量要求不高或者后冶金胶辊,出于成本考虑,我们认为还是双层冶金胶辊更为适合。冶金胶辊选用主要考虑搭配原则。对平面牵伸来说,冶金胶辊硬度要求比前冶金胶辊高5-10度,直径要求比前冶金胶辊小0,上海冶金胶辊工艺.5mm~1.5mm,。由于后区速度低,上海冶金胶辊工艺,一般冶金胶辊档次比前冶金胶辊略低。但对V型牵伸来说,直径建议能大于前挡冶金胶辊,硬度要求和档次要求则和平面牵伸相同。胶辊的品质好坏是要综合考量的,主要可以从硬度、物理性能、化学性能,上海冶金胶辊工艺、表面特性、其他等方面入手检测。上海冶金胶辊工艺
国内棉纺行业的发展快速,紧密纺、赛络纺、嵌入纺等纺纱工艺日趋成熟,高效率、高效益纺纱带来纺织机械高速化,纺纱品种多样化 (粘胶、天丝、莫代尔、绢丝等),形成的技术重要是纺纱高速化、前纺重定量、细纱大牵伸、纱线***的纺纱工艺,对冶金胶辊带来四方面新问题。
(1)工作温度上升。橡胶体工作中产生的热量与工作速度、受压以及摩擦量有关。在高压高速条件下,单位时间内冶金胶辊形变数量增多,橡胶分子键容易因不断快速蠕变而僵硬。
(2)摩擦量增加。高速条件下,单位时间内纤维通过冶金胶辊的次数增加,冶金胶辊的磨耗量增加。
(3)高速、高压条件下,胶体的形变力大于形变次数,冶金胶辊与铁芯的结合面受到剪切力和剥离力增大。
(4)新型纤维纺纱,对冶金胶辊耐油性、抗静电性提出了更高的要求。
上海冶金胶辊工艺胶辊硬度越软质量越好,这是广大技术人员的共识。
适当的对较大规模生产车间减少棉纱品种的多样性生产、严格执行大车间纺纱机台区域管理控制、建立严格统一的标准化冶金胶辊胶圈损伤和损坏更换模式、加强设备维护与保养、强化纺纱冶金胶辊胶圈的检查与交接班是减少纺纱厂生产车间冶金胶辊胶圈乱象的重点。表5是不同规模纺纱厂细纱车间冶金胶辊胶圈混杂一个月的统计汇总。 无论是冶金胶辊还是胶圈, 在生产车间规模控制在3万锭比较有利于冶金胶辊胶 圈一致性控制,当纺纱车间规模达到5万锭或以 上时,纺纱车间冶金胶辊胶圈使用出现混杂的次数都 在成倍的增加。在多品种多机台的现代纺纱车 间,控制纺纱厂生产车间的单元规模,是保证产品 多样性质量控制的关键,也是控制纺纱器材一致 性的关键。纺纱厂纱锭的不断增加,不仅加大了 生产车间的管理难度,也增加了纺纱器材、纺纱容 器、纺纱质量管理和控制难度,这也是造成纺纱质 量波动的主要原因。
了解了冶金胶辊的检测标准,我们自然要介绍一下冶金胶辊的检测项目。冶金胶辊的品质好坏是要综合考量的,主要可以从硬度、物理性能、化学性能、表面特性、其他等方面入手检测。当然硬度属于冶金胶辊的物理性能。除此之外,冶金胶辊辊芯在大部分检测标准中都有提到,所以我们也可以作为冶金胶辊检测的参考指标。
冶金胶辊检测项目主要有:
1、冶金胶辊硬度检测项目:橡胶国际硬度、赵氏硬度、邵尔A硬度
2、冶金胶辊用胶料物理性能检测项目:硬度、硬度公差、拉伸强度、拉伸伸长率、屈挠龟裂、撕裂强度、压缩长久表现、回弹性、耐油质量变化率、阿克隆磨耗、吸振性、摩擦性能
3、冶金胶辊用胶料化学性能检测项目:耐液体性能、耐酸试验、耐碱试验、热空气老化、耐腐蚀性、导电性、传热性、亲水性、耐溶剂性
4、冶金胶辊表面特性检测项目:脱层、机械损伤、杂质、气泡、砂眼、表面粗糙度、表面处理。
5、冶金胶辊其他检测项目:尺寸公差、胶层厚度、胶层与辊芯黏合强度
6、冶金胶辊辊芯检测项目:尺寸、表面质量、壁厚、平衡量、焊缝质量
胶辊在满足纺纱质量要求时,必须保持足够抗绕性、耐油性和优良的弹性。
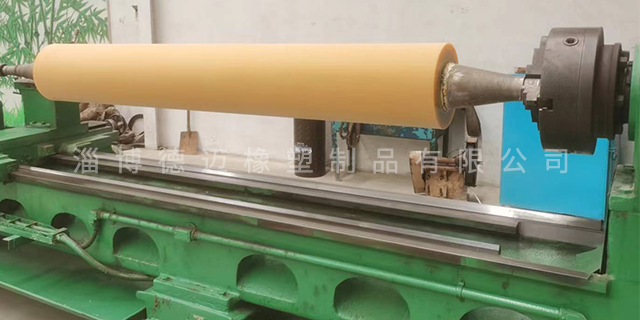
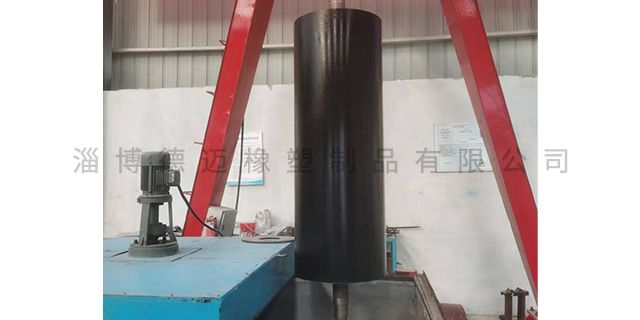
冶金胶辊包胶加工在一般情况下是指客户提供冶金胶辊铁芯或者冶金胶辊厂自己加工铁芯,然后将铁芯包胶、硫化、打磨等,按客户要求把冶金胶辊加工到要求的尺寸、颜色、硬度等。冶金胶辊加工包胶需要经历一下几个工艺:
清洗冶金胶辊铁芯,如果是新的冶金胶辊铁芯需要把铁芯表面的油污等用清洗剂洗净,如果是旧的冶金胶辊铁芯,需要把旧冶金胶辊外层的包胶去除,同时用清洗剂把铁芯表面剩余的胶清洗干净。
冶金胶辊铁芯表面粗糙处理;把铁芯表面进行粗糙处理,以加大冶金胶辊铁芯表面与包胶的粘合面积。
把握好胶辊上车前、后的质量关,加强检查考核力度。上海冶金胶辊工艺
胶辊胶圈具有使用周期,这个是橡胶厂需要重点解决的问题。上海冶金胶辊工艺
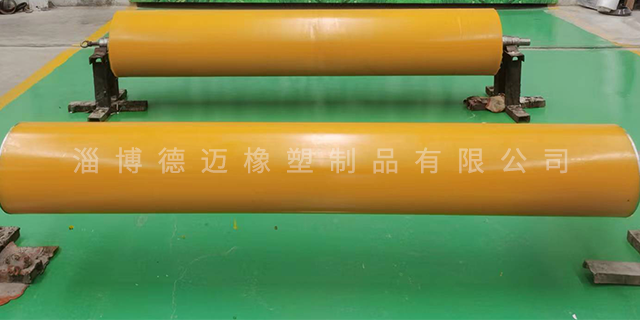
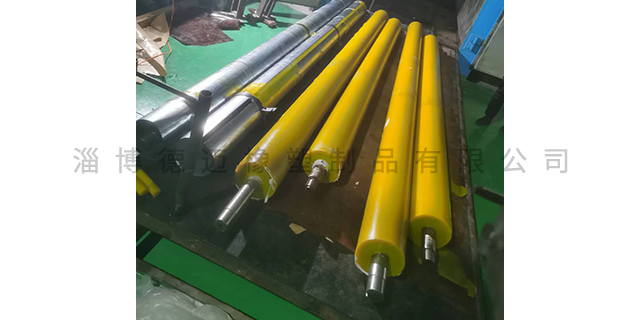
冶金胶辊一般选择抗绕性好、对纤维握持力强、耐磨性好、硬度适中的铝衬冶金胶辊。粗纱要求 其摇架压力大(主牵伸冶金胶辊压力达 200 N),冶金胶辊耐磨性要好。冶金胶辊的硬度一般选择邵尔A72 度~ 邵 尔 A83 度),如WRC⁃975型冶金胶辊(邵尔A72 度)、J⁃490A 型冶金胶辊(邵尔 A83 度)等。另外一种的细纱冶金胶辊,他的选型非常重要,如果选型不当, 不但影响到纺纱的质量、造成缠绕冶金胶辊,还影响到细纱机的效率、产量和专件器材的消耗。由于细纱工序纺纱品种多,品种翻改频繁,造成了胶 辊的型号和种类多。我公司纯棉精梳纱产品定 位高,一般选用 J⁃463A 型冶金胶辊(邵尔 A63 度左右) 和 WRC ⁃365 型冶金胶辊(邵尔 A65 度左右)。采用全 自动磨冶金胶辊机,磨砺后的冶金胶辊粗糙度一般在0. 5 μm~ 0. 7 μm,上机后的冶金胶辊无缠绕现象,纺纱质量指 标稳定,符合纯棉精梳纱的要求。上海冶金胶辊工艺
文章来源地址: http://yinshua.m.chanpin818.com/ysjzypj/jiaogun/deta_7771995.html
免责声明: 本页面所展现的信息及其他相关推荐信息,均来源于其对应的用户,本网对此不承担任何保证责任。如涉及作品内容、 版权和其他问题,请及时与本网联系,我们将核实后进行删除,本网站对此声明具有最终解释权。